 看看这种浇道形式是不是更好? 看看这种浇道形式是不是更好?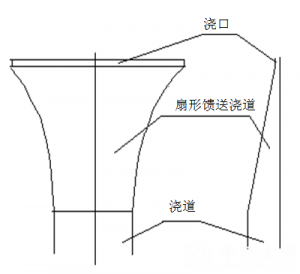 馈送浇道建议用扇形浇道。 馈送浇道建议用扇形浇道。
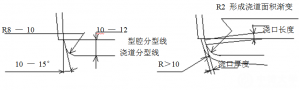 浇口浇口与压铸件底连接可缓解冲击型壁问题,如果压铸件薄壁部分直接放浇口,冲击型壁仍然很严重,特别是大型薄壁压铸件,要求浇口速度很高,冲击型壁更加严重。阶梯分型连接,如上图,是解决这个问题的有效方法。左图示意不开浇道时型腔分型线和浇道分型线的情况,型腔分型线和浇道分型线之间高度差一般在10—12。待计算出扇形馈送浇道等分线之间长度值后,用此长度值做高度差值最好。右图示意开了浇道以后的情况。浇口厚度是浇道分型线的10—15°线和与它平行的线形成,在原10—15°线上截取浇口长度,从这一点开始,按计算值加厚浇道,做浇道底面R>10,此处金属流动速度已经很高,R值尽量取大一些。浇道上面的R2值,要通过简单计算:R2=R-(浇道转弯前厚度+浇道转弯后厚度)÷2,这样可以使浇道在转弯时截面积逐渐变化。阶梯分型连接,金属液转弯进入型腔时的圆弧大小,可以比较自由的确定,这样就可以大大减小金属液在此处的流动阻力,减小甚至避免金属流对型壁的冲击。缺点是:去除清理浇口比较麻烦,多用一些模具材料。以上内容选自 浇口浇口与压铸件底连接可缓解冲击型壁问题,如果压铸件薄壁部分直接放浇口,冲击型壁仍然很严重,特别是大型薄壁压铸件,要求浇口速度很高,冲击型壁更加严重。阶梯分型连接,如上图,是解决这个问题的有效方法。左图示意不开浇道时型腔分型线和浇道分型线的情况,型腔分型线和浇道分型线之间高度差一般在10—12。待计算出扇形馈送浇道等分线之间长度值后,用此长度值做高度差值最好。右图示意开了浇道以后的情况。浇口厚度是浇道分型线的10—15°线和与它平行的线形成,在原10—15°线上截取浇口长度,从这一点开始,按计算值加厚浇道,做浇道底面R>10,此处金属流动速度已经很高,R值尽量取大一些。浇道上面的R2值,要通过简单计算:R2=R-(浇道转弯前厚度+浇道转弯后厚度)÷2,这样可以使浇道在转弯时截面积逐渐变化。阶梯分型连接,金属液转弯进入型腔时的圆弧大小,可以比较自由的确定,这样就可以大大减小金属液在此处的流动阻力,减小甚至避免金属流对型壁的冲击。缺点是:去除清理浇口比较麻烦,多用一些模具材料。以上内容选自《压铸模浇道系统设计实践》一书,可以联系中铸科技索取或购买,因为这种浇道系统设计需要计算。
| 










 发表于 2017-8-30 06:08:43
发表于 2017-8-30 06:08:43










 收藏
收藏 分享
分享 支持
支持 反对
反对




 发表于 2017-8-31 22:40:26
发表于 2017-8-31 22:40:26

